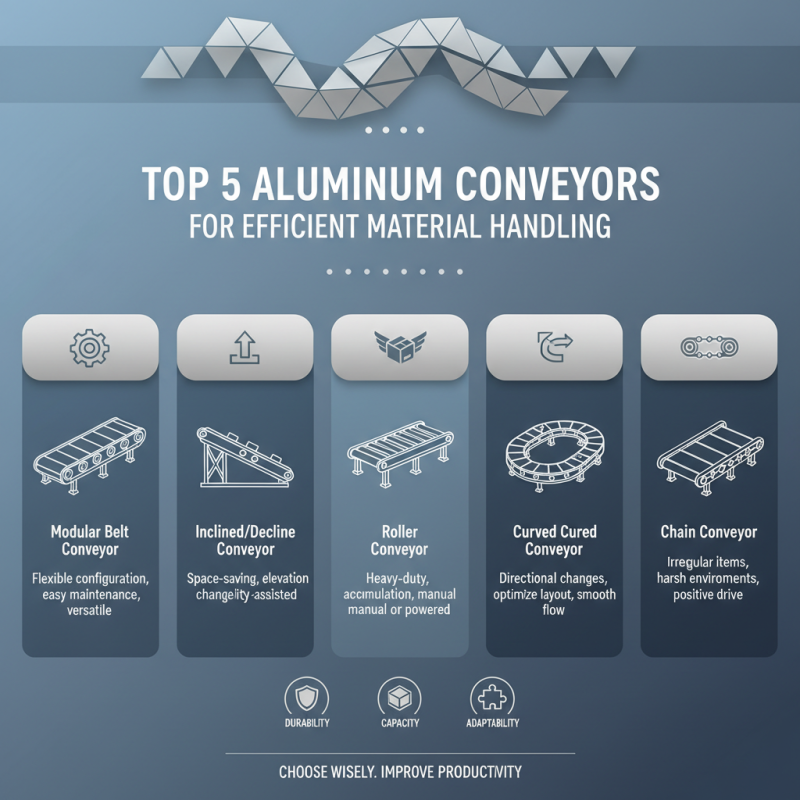
Top 5 Aluminium Conveyors for Efficient Material Handling?
In the realm of material handling, efficiency is key. The choice of conveyors can significantly impact operations. Aluminium Conveyors stand out for their lightweight and sturdy design. They offer flexibility in various environments and applications. Industries ranging from manufacturing to logistics utilize these systems.
Aluminium conveyors are not just popular; they are a necessity for modern workflows. Their ability to reduce manual labor while speeding up processes is unmatched. These conveyors can handle a variety of materials easily. However, choosing the right model requires careful consideration. Not all aluminium conveyors are the same. Each has unique features suited for specific tasks. Users must reflect on their individual needs and the demands of their operations.
Innovative designs in aluminium conveyors present both advantages and challenges. While they promote efficiency, they may also require thorough maintenance. Proper evaluation of options is crucial to avoid costly mistakes. As we explore the top five aluminium conveyors, consider factors like durability, capacity, and adaptability. These elements greatly influence overall performance. The right choice can lead to improved productivity and streamlined processes.
Benefits of Using Aluminium Conveyors in Material Handling
Aluminium conveyors are increasingly favored for their significant advantages in material handling. According to a report from Allied Market Research, the global conveyor system market is expected to reach $8 billion by 2026, reflecting the growing preference for efficient, lightweight materials. Aluminium conveyors are notably more agile than traditional options, reducing energy consumption by approximately 30%. This is crucial for facilities striving for sustainable operations.
The lightweight nature of aluminium contributes to lower operational costs. Facilities utilizing these systems often report decreased wear and tear on machinery. As a result, maintenance needs are lower, promoting longer equipment life. A case study from the Material Handling Industry suggests that using aluminium conveyors can improve workflow efficiency by up to 25%. This efficiency allows companies to respond to demand fluctuations more swiftly.
Despite their myriad benefits, some users still struggle with the initial cost of aluminium systems. While the upfront investment may be higher, the long-term savings often justify the expense. However, not every application is suited for aluminium. For heavier loads, the stability of heavier materials might be more efficient. Hence, choosing the right conveyor system requires careful consideration of specific operational requirements.
Top 5 Aluminium Conveyors for Efficient Material Handling
This chart displays the weight capacity of the top 5 aluminium conveyors, highlighting their efficiency in material handling. Each model is designed to support a different load, making them suitable for various industrial applications.
Key Features to Consider When Choosing Aluminium Conveyors
When selecting aluminum conveyors, several key features require careful consideration. First, load capacity plays a crucial role in performance. Different applications demand varying weight limits. Ensure the conveyor can handle your specific material weight without strain.
Another important aspect is the conveyor’s length and width. Customization options allow for better fit in your workspace. A conveyor that is too wide or narrow can hinder efficiency. Users often overlook this detail, leading to disruptions in workflow.
Durability is also vital. Aluminum is lightweight but must withstand daily wear and tear. Check the material's strength and resistance to corrosion. Simple designs are often overlooked but can enhance maintenance. A conveyor that is easy to clean and service can save time and reduce costs. Ultimately, thoughtful consideration of these features leads to more efficient material handling.
Top 5 Aluminium Conveyors for Different Applications
When selecting aluminum conveyors for varied applications, it’s crucial to consider their unique features. Each type offers specific benefits tailored to different workflows. For example, a modular aluminum conveyor system is ideal for assembly line operations, providing flexibility for future modifications. Its lightweight design simplifies transportation and installation.
For food processing industries, hygiene is paramount. Stainless steel components in aluminum conveyors can ensure cleanliness while minimizing contamination risks. Additionally, using a conveyor with easy-to-clean surfaces helps optimize maintenance time.
Tips: Always assess the load capacity of your chosen conveyor. Overloading can lead to operational failures. Check the belt surface as well; it impacts the speed and efficiency of material movement. Regular checks enhance longevity.
While these conveyors are efficient, ensure your workforce is trained. Even the best equipment can falter without proper handling. An improperly aligned conveyor may cause products to jam, resulting in downtime. Investing time in employee training pays off by boosting productivity.
Comparative Analysis of Leading Aluminium Conveyor Models
When examining aluminium conveyors, a comparative analysis reveals key insights for enhanced efficiency in material handling. Industry reports indicate that conveyors are essential for increasing productivity. According to the Material Handling Industry of America, around 70% of manufacturing firms utilize some form of conveyor system. Aluminium models are particularly favored due to their lightweight nature and high strength-to-weight ratio.
The top models typically feature modular designs, allowing for easy customization. This adaptability suits various applications, whether for assembly lines or packaging. Efficiency studies show that a well-designed conveyor system can reduce labor costs by up to 30%. However, not all aluminium conveyors are created equal. Some may lack durability, leading to higher maintenance costs over time.
Moreover, while speed is a vital factor, too much emphasis on this may compromise safety. A report by the American National Standards Institute highlights incidents related to conveyor misuse. Ensuring proper training for operators is as crucial as choosing the right model. Balancing speed and safety remains a challenge, necessitating a thoughtful approach in selecting the best aluminium conveyor for specific operational needs.
Maintenance and Care Tips for Aluminium Conveyors
Aluminium conveyors are essential for efficient material handling. Proper maintenance ensures longevity and optimal performance. Regular inspections of components can prevent unexpected breakdowns. Keeping the system clean is vital. Dust and debris can impede function and increase wear.
The industry suggests that 85% of conveyor failures result from inadequate maintenance. Hence, routine checks are crucial. Monitor belts for wear and tear. Lubricate moving parts to minimize friction. This simple step can reduce energy costs significantly, according to some reports, by up to 20%.
Tips for upkeep include checking alignment regularly. Misaligned conveyors may cause jamming and inefficient operation. Additionally, ensure all bolts and nuts are tightened. Loose components can lead to serious operational issues, disrupting productivity. Adopting a preventive maintenance plan can save costs and enhance efficiency. Taking care of aluminium conveyors enhances reliability and overall performance.
